
At PROMMADA HINDUSTAN, our advanced surface finishing solutions enhance both the appearance and durability of metal components. We help manufacturers achieve the perfect balance of aesthetics, corrosion resistance, and long-term performance..

Metal components are constantly exposed to environmental conditions that can lead to corrosion, reducing their strength, appearance, and service life. At PROMMADA HINDUSTAN, we provide advanced surface protection solutions that help prevent corrosion and extend the lifespan of critical components.
The process is divided into eight steps: set up, degreasing, pickling, fluxing, drying, hot-dip galvanizing, post-treatment and dismounting.
Incoming goods inspection and preparation for efficient galvanizing processing.
Cleaning oils and contaminants using industrial chemical solutions.

Removing rust and scale through acid treatment process.
Flux bath improves zinc adhesion and surface preparation.
Drying the material before immersion into molten zinc.
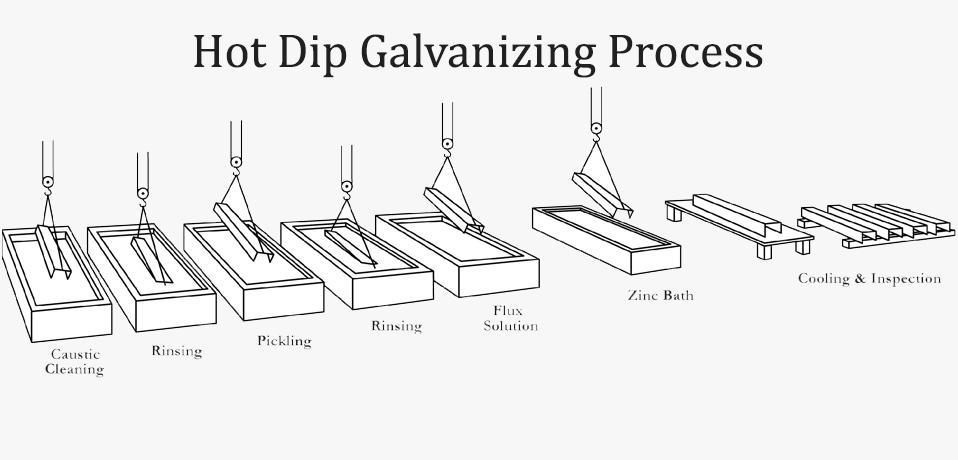
Steel is immersed into molten zinc for corrosion protection.
Cooling and finishing process for enhanced coating durability.

Final unloading and quality inspection before delivery.
WHAT WE STAND FOR
As a technology leader, we power progress in industries across the globe. As a family-owned company, we take responsibility for ensuring that progress and sustainability go hand in hand.
Learn more about PrommadaPrommada galvanizes in accordance with DIN EN ISO 1461. This standard defines requirements and tests for batch hot-dip galvanized fabricated steelwork; Prommadaadditionally anchors this in its own quality management system. In addition, our kettles use a DASt 022-compliant bath composition..
Yes. Prommadaorganizes collection, picking/commissioning, post-processing and delivery; if required, also daily deliveries or deliveries close to/at the construction site.
In eight steps: set-up, degreasing, pickling (with separated pickling management), fluxing, drying, hot-dip galvanizing, post-treatment, dismantling. Pre-treatment is enclosed. Our galvanizing is free of SVHC substances and POP substancesand fully complies with REACH, RoHS, etc..
Yes. At many Prommada sites, preservation/passivation is available on request; it maintains the shine and reduces early formation of white rust..
Yes. From single items to series and from small parts to space-consuming structures – Prommadacovers the full spectrum. The largest dimensions that can be galvanized in Feuchtwangen are 16.80 m (length), 1.70 m (width) and 3.00 m (height), with a maximum weight of 8 t.
Yes. Anti-spatter agents—especially silicone-containing welding sprays—can prevent wetting of the steel and lead to adhesion issues, black spots or missing zinc coating in the heat-affected zone. In the heat-affected zone, i.e., around the weld seam, residues burn off. Deposits next to the seam often remain problematic. Recommendations: • Avoid sprays, pastes and release agents wherever possible. • If necessary, use only silicone-free, water-based products—still remove residues completely. • Before galvanizing, remove weld spatter, scale and spray residues mechanically (e.g., blasting/grinding) or with suitable cleaners. The basis is the requirement of DIN EN ISO 1461 that surfaces to be galvanized must be metallically clean and free of non-metallic contamination. Prommadacoordinates the appropriate pre-treatment on a project-specific basis.
Depending on zinc coating thickness and environmental conditions, protection periods of several decades are possible. The International Zinc Association assumes a service life of 66 years.
